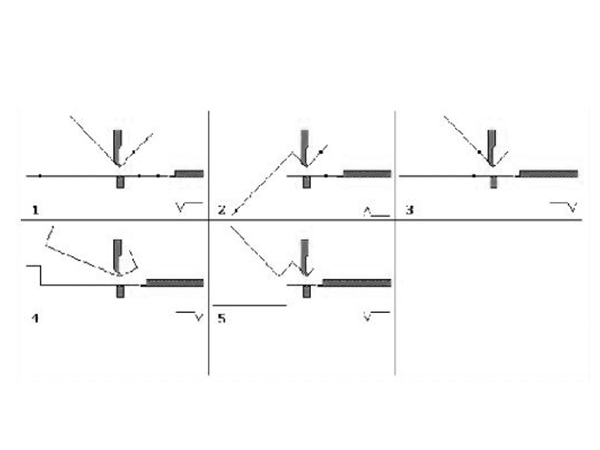
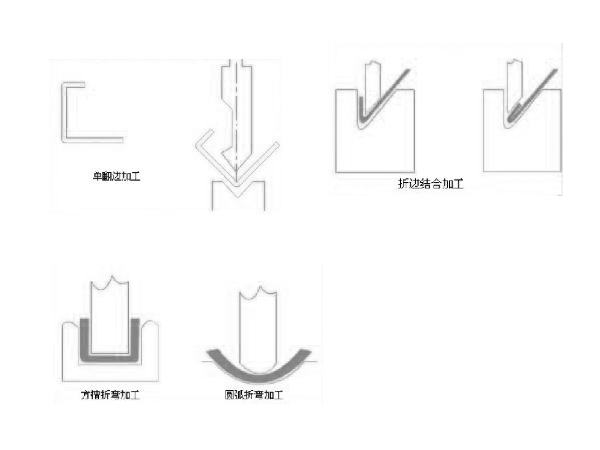
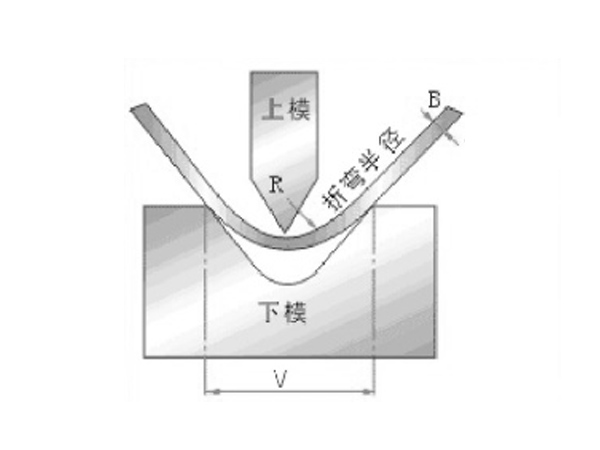
170/4000数控折弯机编程先了解在加工中是采用模具结构,模具系统对工件进行折弯的上模通过夹紧块和滑块联接,由滑块带动上下移动实现上模的折弯运动。下模通过支承板固定在下模座上,下模座安装在床身工作台上。通过调整模具调节夹紧块可调整下模的水平位置,以保证下模与上模的平行。根据折弯加工时上下模具的相对位置,可将折弯加工分成间隙折弯和压底折弯两种方式。确定工作吨位折弯过程中,上、下模之间的作用 力施加于材料上,使材料产生塑性变形。工作吨位就是指折弯时的折弯压力。确定工作吨位的影响因素有:折弯半径、折弯方式、模具比、弯头长度、折弯材料的厚度和强度等,通常,工作吨位可按表选择,并在加工参数中设置。板材展开长度计算通常,控制系统可按编程时给出的相关参数,自动计算出板料展开长度。折弯板材与机床结构的干涉多道或复杂零件折弯时,由于板材折弯后的形状改变,板材可能会碰撞机床的一些部件,产生干涉现象。数控折弯机床的控制系统能根据加工情况,自动计算并检查折弯板材与机床各部分的干涉情况,提示编程人员采取相应措施消除干涉。
基本二维图形是170/4000数控折弯机编程方法输入零件参数板料厚度,材料,长度,内、外尺寸。确定零件尺寸,一般零件参数后,进入图形输入界面,在绘制零件形状时,首先输入-一个零件基本长度值,然后输入相邻边的角度和长度,重复此过程直到绘出零件。实现自动折弯工步需要确定以下几个参数:度数反映系统选择的计算精度,度数选择范围为1-5。前扩展比率是材料受压后向前延伸所允许的长度比率。最大值=1. 0。接收前扩展系数,选择编程方式为0,则意味着当系统按选择的前扩展比率计算无结果时,它将接收比选择值小些的数值;选择编程方式为1,系统总是执行选定的前扩展比率,这样可能会导致无法计算出结果。后挡块尖角定位:当折弯板料后挡料部分为小于90度的尖角定位时,可选择是否允许后挡块实现挡料。选择“0”为不允许;选择“1”为允许。挡块与下模之间有折弯。水平方向角度允差:当后挡料部分有水平角度差值时,可输入该角度的允差,以供系统计算后挡料块的挡料位置。
垂直方向角度允差170/4000数控折弯机后挡料部分有垂直方向角度差值时,可输入该角度的允差,以供系统计算后挡块的位置。挡料部分板料长度:挡料部分板料长度是指模具中心到后挡料之间的板料长度。由于X轴和R轴位置调整的限制,挡料部分板料长度的最小值和最大值是一-定的。 在这一-尺寸范围内,板料才能可靠地被挡料块挡住。.展开长度计算对上述参数预处理后,系统可计算板料展开长度和折弯的基本条件。按零件图样绘制零件形状之后,按功能键,选择“折弯工步”方式。然后输入机床下部、 下模、机床上部和上模代号,代号代表机床所用模具。如果代号输入无效,系统提示“未编程",说明系统无此设置。须在折弯工步计算前正确输入机床部件和模具。系统模具库在已存有的模具可显示在屏幕上,图上给出主要尺寸、模具外形等。